

栏目导航
相关产品

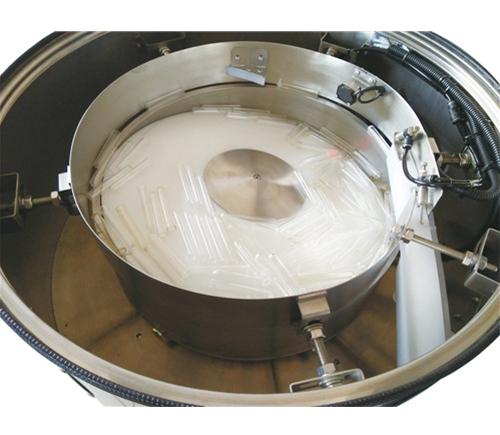
拉萨振动盘的工作原理
文章出处:本站 人气:37407 发表时间:2018-09-17 15:48:30
.振动盘简介:
振动盘是种自动定向排序的送料设备.
振动盘的组成:料斗、底盘、控制器、直线送料器等配套组成.其工作目的是通过振动将无序工件自动有序定向排列整齐,准确地输送到下道工序. 振动盘的料斗分为筒形料斗,螺旋,线料斗,锥形料斗,等分线料斗等五种; 底盘有正拉底盘,侧拉底盘,压电式底盘,精密底盘四种; 控制器分为普通控制器,调频控制器,分级控制器,带缓启动控制器,数显调频控制器五种; 直线送料器可根据客户需求订制各式各样型号直线送料器,也可根据产品要求订制. 振动盘是种自动组装机械的辅助设备,是种能自动定向排序的送料设备.能把各种产品有序排出来,它可以配合自动组装设备起将产品各个部位组装起来成为完整的个产品。作用:广泛应用于电池、五金、电子、医药、食品、塑胶插件、喷雾器、连接器、精密振动盘应用等各个行业,是解决工业自动化设备供料的必须设备. 振动盘辅助产品:底盘、顶盘、控制器、直线送料器、振动平台料仓、涂层 电磁振动上供料器从结构上分:直槽往复式和圆盘扭动式.其中直槽式般作为不需要定向整理的粉粒状物料的给料器,或用于清洗,筛选,烘干加热,冷却等操作.圆盘式多用于需要定向整理的,有定形状和尺寸的物料的上供料.
二.振动盘工作原理 料斗下面有个脉冲电磁铁,可以使料斗垂直方向上下振动,由于弹片的倾斜,使料斗绕其垂直轴做扭摆振动,料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到下道工序 运动状态:直线形料斗是往复直线式振动,而圆筒形是往复扭转式振动.主要是由个振动马达作动力,振动马达工作时产生定向频率的力,只要把振动盘看成是个斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解它的工作原理了.振动盘电磁线圈在工作中,斜面受电磁力会微小的上下振幅,调整振动盘的工作频率以及间隙,就可以实现顺利工作.
三.振动盘调整步骤与要点 :(1) 确认振动本体位于盘面确实锁固
(2) 将控制器按钮调至中间位置
(3) 将电源打开,查看振动盘输送速度是否达到要求
(4) 若没有达到要求,将锁付弹片之固定螺丝松脱任意支,查看振动速度变化
(5) 若松脱弹片固定螺丝,振动速度变快,则表示弹片过厚,适度减少弹片数量或厚度后,再进行步骤(4),再次调试
(6)反之则适度增加弹片或厚度后,再进行步骤(4),再次调试
(7)若步骤(4)的调整,振动速度变化不大时,则表示已完成弹片调整
(8) 电磁铁要对齐,间隙在1---1.5mm,间隙要平行
四.定购台合适的振动盘,先要充分了解您的要求及配合主机使用情况: (1) 正式生产中使用的工件样品或图纸 (2)振动盘的送料方向(顺时针,逆时针) (3)工件在振动盘出口时的状态,出料速度 (4)振动盘的空间限制及安装位置,供电\供气情况 (5)外观涂层等其它要求(交货期般为7---15天,免费安装调试)
五.电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速高频(50---100次/秒),微幅(0.5---1mm)振动,使工件逐步向高处移动.当I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的磨擦而随轨道向右上方运动,并逐步被加速.当I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃),再经过光纤放大器的光电转换作用,经集成线路模拟转换至下循环,周而复始,工件在轨道上作由低到高的运动.
六.电磁式振动盘的工作原理:振动盘是由振动板,电磁铁,衔铁,弹簧片,安装座,减振胶垫组成,利用控制器产生与系统固有频率相同的脉冲电流使电磁铁励磁后,系统发生共振,衔铁及振动板会快速的拉向电磁铁,因为下降速度很快,所以物料会浮在空中,并在重力作用下落向料盘,接着在弹簧片的作用下,衔铁及振动板又被推回,这时使料盘内的物料向前方移动,该作用以每分钟3000---10000次或更高的次数反复进行,使用权料盘内的物料平滑移动. 交流电压使电磁铁产生磁场,由于频率很高,故产生的磁力也是瞬间变化的,底盘下面有3---6组定的角度弹簧片,当电磁铁同交流电瞬间产生磁场,弹簧片受压,当电压正弦波变化的时候,弹簧片弹回来,就产生了力.
七.振动盘主要技术参数 1)额定电压为交流220/110V,频率为50/60HZ,振动盘根据需要采用半波/全波励磁 2)振动盘规格:顶盘直径80---1000mm 3)振动盘按物料走向可分为顺时针/逆时针走向
八.使用及维护 :1)检查主机各部紧固件是否有松动
2)安装时定要使减振元件上下对齐,并使上下丝孔对应
3)振动盘高度及水平调整好之后,将下座紧固在支架或固定板上
4)在振动盘出口与应件相接时要留有定的间隙,以避免影响振动效果
5)振动盘是电气插头装在控制盒上,要注意防水防油.接通220/110V电源后,打开开关,缓慢转动电位器(可调变阻器),逐步达到需要的送料数量即可.注意在接通电源前,定要将电位器调至小位置,以免损坏晶体管等电器元件
6)振动盘在正常运行两年后,应将底盘各部件拆开,拭去灰尘,清洁污物后并重新调试,使之达到所要求的送料数量
九.振动盘技术参数
十.常见故障及排除方法
1)接通电源后不振动,检查电控器保险丝是否熔断,电气元件是否松动,插头座是否接触不良,电器元件是否损坏 2)速度不够 (2.1)检查紧固弹性钢片是否断裂或紧固螺丝松动 (2.2)电磁铁间隙是否过大,正常间隙在1---1.5mm,对小型振动盘的电磁铁,衔铁间隙就在0.5---1.2mm范围内,铁芯与衔铁作平面不平衡度<0.02mm (2.3).电磁铁线圈温升偏高或线圈烧毁 (1)铁芯与衔铁间隙过大,易出现烧线圈现象 (2)适应于全波振动的电磁铁,如果用于半波电源,会出现温升偏高现象 (3)外界气温偏高,影响线圈散热
- 上一篇: 拉萨振动盘常见故障及排除方法
- 下一篇: 拉萨自动化与非标自动化之间差异在哪?
-
拉萨离心振动盘
